Anbindung
Eine Anbindung ist eine Haltesteg der ein ausgefrästes Teil mit dem Rest des Werkstücks verbindet. Damit wird verhindert, dass das Werkstück bei vollständigem austrennen vom Fräser nach oben gezogen wird. Bei den meisten CAM ist die Länge und Höhe, gelegentlich auch die Form (Rechteck/Dreieck) der Anbindung definierbar.

Anfahren
Damit die Eintauchstelle am Werkstück nicht auffällt, kann man die Kontur anfahren. Das heißt man taucht außerhalb (oder innerhalb) der eigentlichen Fräskontur ein und fährt dann die Kontur an. Beste Ergebnisse erhält man mit tangentialem Anfahren.
Aufmaß
Die Werkzeugbahn wird anhand eines theoretisch größeren/kleineren Fräserdurchmessers berechnet und vergrößert oder verkleinert damit das Werkstück (Aufmaß auf Außenkontur) oder eine Aussparung (Aufmaß auf Innenkontur). Damit lassen sich Schwankungen in der Herstellungspräzision (z.B. Rundlaufungenauigkeiten). Bei Steckverbindungen kann – je nach Material – auch ein geringfügiges Untermaß sinnvoll sein. Ein Aufmaß wird auch verwendet die Kontur nicht zu verletzen, wenn man mit einem groben Fräser schruppt.
Arbeitsraum
Der maximal nutzbare Raum für die Bearbeitung des Werkstücks. Der Arbeitsraum wird durch die Verwendung von Auflagen (Opferplatte, Vakuumtisch), durch die Länge des Einsatzwerkzeugs, der genauen Position der Fräseraufnahme und ggf. Spannmitteln eingeschränkt. Bei manchen Maschinen kann man das Portal so weit nach vorne fahren, dass man das Werkstück senkrecht spannen kann um es stirnseitig zu bearbeiten.
Arduino
Der Arduino ist eine Entwicklungsplattform auf Basis von Atmel Mikro-Controllern meist mit bequemer USB-Kommunikation zum PC. Er eignet sich zur Umsetzung einer eigenen CNC-Steuerung, beispielsweise für ESTLCam oder Grbl. Es gibt Sandwichplatinen (Shields) die Schrittmotortreiber tragen und damit die vollständige Elektronik einer CNC-Maschine beinhalten. Bei der Stepcraft kann ein Arduino die USB-Schnittstellenkarte ersetzen.
Down-Cut

Down-Cut-Fräser sind linksspiralig und drücken das Material, aber auch die Späne, beim Schnitt nach unten. Sie eignen sich vor allem für dünne und leichte Materialien bei denen die Gefahr besteht, dass Ausschnitte nach oben gerissen werden.
Eilgang
Wird auch Eilfahrt genannt und bezeichnet die größtmögliche Geschwindigkeit des Werkzeugs, die mit der CNC-Maschine möglich ist. Diese Maximalgeschwindigkeit ist von der verbauten Mechanik (Spindelsteigung), der Wartung (Schmierung) und der Stärke der Schrittmotoren abhängig. Verwendet wird der Eilgang zum schnell Positionieren des Werkzeugs.
Eintauchen
Das Eintauchen ist das Eindringen des Fräsers von oben in das Werkstück. Abhängig vom Schliff des Fräser (z.B. Fischschwanz) und der Härte des Materials wählt man einen geeigneten Eintauchvorschub und in Sonderfällen auch einen von 90° (senkrecht) abweichenden Eintauchwinkel.
Endschalter
Endschalter sind elektrische Schalter welche die Fahrt der Maschine automatisch auf die Maximalen begrenzen. Es ist zu beachten, dass Stepcraft keine Endschalter sondern ausschließlich Referenzschalter verbaut!
Eurohals
Standardaufnahme für Werkzeugmaschinen mit einem Durchmesser von 43 mm. Beim Einsatz einer Proxxon oder eines Dremel wird ein reduzierender Spannhals-Adapter mit 20mm (Proxxon) respektive ein M19x2 mm Gewinde (Dremel) benötigt.
Fischschwanz

Der Fischschwanz ist ein Schliff des Fräsers der das Eintauchverhalten verbessert. Der Nachteil ist, dass Taschen weniger sauber geräumt werden.
Fräsrichtung
Möglich sind Gegen- und Gleichlauf. Eine schöne Erklärung enthält die Wikipedia. Für den Einsatz von Hobbymaschinen empfiehlt sich bei weichen Materialien der Gegenlauf, bei Aluminium ist unter Umständen der Gleichlauf vorteilhaft [ Quelle ].
Freifahren
Hat die Maschine bei der Referenzfahrt den Schalter erreicht, wird die entsprechende Achse in die entgegengesetzte Richtung bewegt um den Referenzschalter wieder zu lösen. Für das Freifahren wird eine langsame Geschwindigkeit verwendet um einen möglichst präzisen Referenzpunkt zu erhalten.
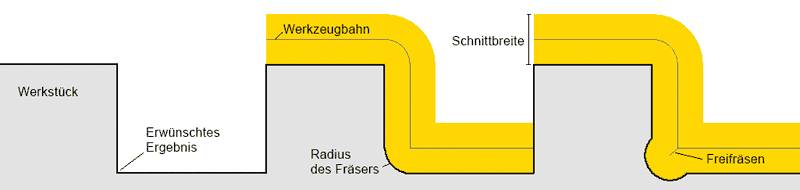
Freifräsen
Da Ecken prinzipiell den Radius des Fräsers aufweisen, muss man bei Herstellung von Zinken (oder anderen Steckverbindungen) Ecken freifräsen. Dabei fährt das Werkzeug soweit in die Ecke, dass die Ecke vollständig frei wird.
G-Code
G-Code, auch DIN/ISO-Programmierung ist ein Standardformat für Steuerbefehle die von der CNC-Steuerung verarbeitet werden können. Als reines Textformat enthält es Richtungsanweisungen, Koordinaten aber auch Anweisungen für Drehzahl und Bemaßung. G-Code kann händisch geschrieben werden, wird im Normalfall aber automatisch von einem CAM erzeugt.
Gewinderrasterplatte
Eine Gewinderrasterplatte ist – ähnlich einem Nutenplatte – eine Machinenbett aus Holz oder Metall bei dem in einem festen Raster Gewinde eingebracht sind. Verwendet man eine Gewinderrasterplatte aus Holz, ist es sinnvoll Einschlagmuttern oder Muffen (z.B. Rampamuffen) zu verbauen. Dabei lässt sich das Ausreissen der Muffen wirkungsvoll verhindern, wenn sie von unten in die Platte eingesetzt sind.
Insel
Eine Insel sind erhabene Teile innerhalb einer Tasche.
Linearführung

Das ist ein gerader Träger auf dem ein Linearwagen – im Falle einer Portalfräse – das Portal rollt oder gleitet. Bei Stepcraft sind die Linearführungen aus einem speziellen Aluminiumprofil ausgeführt, das Portal besitzt Messingrollen. Andere Maschinen verwenden gehärtete Stahlstangen u.U. mit Stabilisierung (Supported Rails) oder Kugelumlaufführungen.
Nema
Die Nema ist der US-amerikanische Branchenverband der elektrotechnischen Industrie. Im Zusammenhang mit CNC-Maschinen wird die Baugröße der Schrittmotoren über das Anschlussmaß definiert. Üblich sind dabei NEMA 17 (31 mm x 31 mm), wie Stepcraft im Einsatz NEMA 23 (47,14 mm x 47,14 mm) und NEMA 34 (86 mm x 86 mm) für sehr große Maschinen.
Nutenplatte
Eine Arbeitsplatte, meist aus Aluminium, welche über Nuten auf ganzer Länge verfügt. In diesen Nuten führt man Nutensteine oder einfach Mutter ein, die von oben Schrauben aufnehmen. Damit lassen sich Spannpratzen, Schraubstöcke oder Schnellspanner befestigen.
Opferplatte

Eine Opferplatte ist eine schützende Unterlage auf dem Arbeitstisch, die man verwendet wenn man das Werkstück vollständig durchtrennen möchte. Man kann spezielle Materialien (VilMill) oder einfach kostengünstige Holz- bzw. MDF- oder auch Hartschaumplatten verwenden.
Ist der Maschinentisch als Rastergewindetisch ausgeführt, ist es eine gute Idee die Opferplatten mit passenden Bohrungen zu versehen. Bei einem Nutentisch kann man sich Material in Streifen auf die 'Stege' kleben.
Bei Verwendung eines Vakuumtischs muss man auf die Luftdurchlässigkeit der Opferplatte achten. Dünne MDF-Platten haben oft eine versiegelte (luftundurchlässige) Oberfläche. Es gibt aber auch offenporige Platten oder man verwendet Lochgummimatten und/oder Vakuumvlies.
Die Opferplatte wird ausgetauscht, wenn Sie verbraucht ist.
Radiuskorrektur
Da eine CNC-Fräse prinzipbedingt die Schnittbreite in Höhe des Werkzeugdurchmessers hat, muss man bei der Berechnung der Werkzeugbahn die Kontur um den Radius nach außen bzw. innen versetzen.
Rampe
Die Rampe bezeichnet linear oder exponentiell ansteigende Geschwindigkeit der Schrittmotoren bis zur gewünschten Endgeschwindigkeit. Das ist notwendig um die Trägheit der Masse zu berücksichtigen. Ohne Rampe kann es zu Schrittverlusten kommen. Nicht zu verwechseln mit RAMPS einem Arduino Mega Shield welches Pololu Treiber für Schrittmotoren aufnehmen kann.
Referenzschalter
Referenzschalter werden meist an einer Seite jeder Achse verbaut um die Werkzeugposition automatisch zu vermessen. Bei Stepcraft sind die Referenzschalter der X- und der Z-Achse in Reihe geschaltet. Das heißt die die Software kann nur aus der gesteuerten Bewegung feststellen ob X- oder Z-Achse auf den Schalter gefahren sind.
Schaftdurchmesser
Das Schaftdurchmesser ist der Durchmesser des Einsatzwerkzeugs. Bei kleinen Bohrschleifern wie der Proxxon ist ein Schaft von 3,175mm (1/8") üblich. Der Schaftdurchmesser sagt nichts über den Durchmesser oder die Länge der Schneide aus.
Schaftfräser
Beim Schaftfräser hat die Schneide den selben Durchmesser wie der Schaft. Schaftfräser können – abhängig vom eingesetzten Fräsmotor – beliebige Durchmesser haben. Für jeden Durchmesser werden passende Spannzangen. benötigt. Auf einer Stepcraft sollte man die Gesamtstabilität im Auge behalten.
Schrittmotor
Schrittmotoren, auch Stepper bewegen die Spindeln durch gesteuerte, schrittweise Bewegungen. Sie werden üblicherweise mit 4-adrigen Kabeln vom Motortreiber versorgt und machen mit jedem Vollschritt 1,8°. Die Leistungsfähigkeit eines Schrittmotors wird über das typisches Haltemoment in Nm (Newton-Meter) definiert.
Schrittverlust
Übersteigt die Last auf den Achsen den Drehmoment der Schrittmotoren, kommt es zu Schrittverlusten. Verfügt das System nicht über einen Positionsgeber verschiebt sich die reale Positionierung im Verhältnis zur virtuellen Position und resultiert in ungenauen Fräsergebnissen.
Schruppen
Schruppen ist der erste, grobe Arbeitsschritt bei dem mit einem großen Werkzeug und ebensolcher Schnitttiefe eine Annäherung an die endgültige Form erreicht wird.
Schlichten
Schlichten ist ein weitere Arbeitsschritt bei dem die endgültige Form mit einem feinen Werkzeug erreicht wird.
Spannpratzen
Spannpratzen, auch Spanneisen genannt, fixieren das Werkstück auf dem Maschinentisch. Die Spannpratze wird mit einer Schraube im Nutenstein, einer Muffe oder in ein Gewinde im Maschinentisch befestigt. Um die Höhe des Werkstücks auszugleichen werden entweder Treppenböcke oder Schrauben verwendet die von unten in die Spannpratze geschraubt werden.
Spannzange

Eine Spannzange wird in die Spannzangenaufnahme vorne in der Spindel eingesetzt und fixiert mit der Überwurfmutter das Einsatzwerkzeug. Anders als bei einem Bohrfutter wird eine zum Schaftdurchmesser passende Spannzange benötigt. Größere Spindeln verwenden ER-Spannzangen.
Spindel

Der Begriff ist nicht eindeutig! Als Motorspindel wird der Fräsmotor bezeichnet. Bei Stepcraft kommt üblicherweise eine Proxxon IBS/E, eine Dremel, Fräsmotor von Kress oder die HF-Spindel von Stepcraft selbst zum Einsatz. Die Gewindestangen, genauer Rundgewindespindel bewegen das Einsatzwerkzeug.
Tasche
Eine Tasche ist eine flächige Vertiefung, die über unterschiedliche Räumverfahren erreicht wird. Relativ einfach ist lineare Räumen mit definierbarem Räumwinkel.
Umkehrspiel
Das Umkehrspiel ist die Ungenauigkeit, die entsteht, wenn das System auf einer Achse einen Richtungswechsel macht. Sie ist dem Spiel der Achsmutter auf der Achsspindel geschuldet welches besteht um die Leichtgängigkeit und geringen Verschleiß zu gewährleisten. Steuersoftware kann das Umkehrspiel ausgleichen. Ob das tatsächlich notwendig/sinnvoll ist bleibt jedem selbst überlassen.
Vakuumtisch
Ein Vakuumtisch ist ein Maschinentisch der durch eine Unterdruckanlage Werkstücke fixiert.
Vorschub
Gibt die Geschwindigkeit an, mit der das Werkzeug über das Werkstück bewegt wird. Als Einheit wird üblicherweise mm/s oder mm/min angegeben. Sinnvolle Werte für den Vorschub ergeben sich aus der Härte und Zähigkeit des Material, des Fräsers und der Zustellung.
Zustellung
Die Zustellung gibt an, wie tief das Werkzeug bei jedem Durchgang in das Werkstück eindringt und hängt von der Härte des Material und dem Vorschub ab.